grinders are required for every three welders; personnel should be allocated in that
basis.
basis.
"On large units the runner may be divided into isolated sections by hanging canvas
tarpaulins between the blades. This will allow simultaneous repair on several blades
without interference between welders and grinders.
tarpaulins between the blades. This will allow simultaneous repair on several blades
without interference between welders and grinders.
"Multiple shifts may be used to separate the welding and grinding work and also to
reduce the overall unit down time."
reduce the overall unit down time."
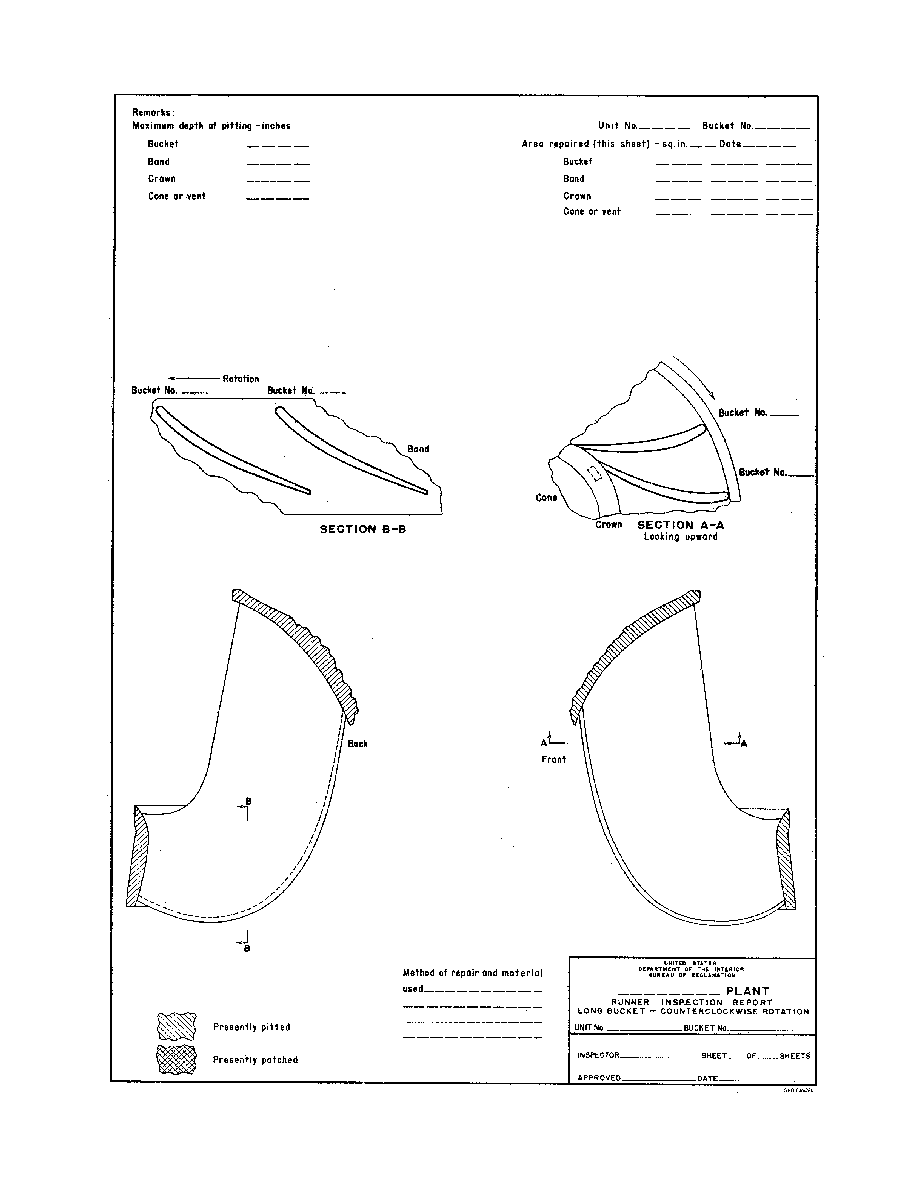
4.9 DOCUMENTATION FORMS
Standard Reclamation forms are available for recording runner damage and repairs.
These forms include P.O. and M. 160 for long buckets and clockwise rotation, P.O.
and M. 161 for long buckets and counterclockwise rotation, and P.O. and M. 162 for
short buckets.
These forms include P.O. and M. 160 for long buckets and clockwise rotation, P.O.
and M. 161 for long buckets and counterclockwise rotation, and P.O. and M. 162 for
short buckets.
5. CRACK REPAIR
Cracks may appear which are caused by localized residual stress or solid objects
striking the blades of the unit. Records should be kept on the locations and lengths of
these cracks. A crack can relieve the residual stress and no further cracking will
develop. Holes drilled at the ends of the crack, a procedure known as stop drilling, will
often arrest the growth of the crack.
striking the blades of the unit. Records should be kept on the locations and lengths of
these cracks. A crack can relieve the residual stress and no further cracking will
develop. Holes drilled at the ends of the crack, a procedure known as stop drilling, will
often arrest the growth of the crack.
As a general rule, welding of runner cracks should not be attempted unless the
structural integrity of the runner is questionable. Welding can lock stresses in the
runner that will eventually cause more severe cracking. The Hydroelectric Research
& Technical Services Group, D-8450, should be consulted before crack repair welding
is attempted.
structural integrity of the runner is questionable. Welding can lock stresses in the
runner that will eventually cause more severe cracking. The Hydroelectric Research
& Technical Services Group, D-8450, should be consulted before crack repair welding
is attempted.
6. WELDING ELECTRODES
The American Welding Society classification of mild and low alloy steel electrodes
and filler rods uses a four- or five-digit number with a prefix of either "E" or "R." The
"E" stands for electrode and signifies arc welding. The "R" stands for rod and signifies
gas welding. The first two or three digits indicate the minimum tensile strength. For
example, an E6018 electrode has a minimum tensile strength of 60,000 lb/in2 (4.14
x 108 N/m2), and an El1018 electrode has a minimum tensile strength of 110,000
lb/in2 (7.58 x 108 N/m2). The next to last digit indicates which welding position the
electrode can be used for. A "1" in this position indicates an
and filler rods uses a four- or five-digit number with a prefix of either "E" or "R." The
"E" stands for electrode and signifies arc welding. The "R" stands for rod and signifies
gas welding. The first two or three digits indicate the minimum tensile strength. For
example, an E6018 electrode has a minimum tensile strength of 60,000 lb/in2 (4.14
x 108 N/m2), and an El1018 electrode has a minimum tensile strength of 110,000
lb/in2 (7.58 x 108 N/m2). The next to last digit indicates which welding position the
electrode can be used for. A "1" in this position indicates an
electrode that can be
28